机器特性
1、 高刚性、长久性的精度保持性
一、机床主要大件:底座、工作台、立柱、滑座、转台均采用树脂砂造型、高强度铸铁,具有完善的热处理工艺过程来消除残余应力,并布置足够的加强筋板,保证整机具有足够的强度、刚性和高稳定性;
二、所有机械主铸件均采用高刚性铸铁,确保佳的结构稳定性;立柱、底座及鞍座为箱形结构,配合合理化的筋骨强化设计,除了提升结构刚性,并将热变形降到低程度;
三、X、Y、Z轴采线轨滚柱导轨,确保佳的定位及重覆精度;
2、立柱采用对称性及优异的平衡设计,展现独特的加工精度;
3、三轴滚珠螺杆经预拉处理,有效抑制热变形问题;
4、刀库:刀库结构圆盘式刀库;
5、主轴侧面加装侧喷冷却及气体设计,可迅速排除刀具及工件之热量,有效提升加工精度;
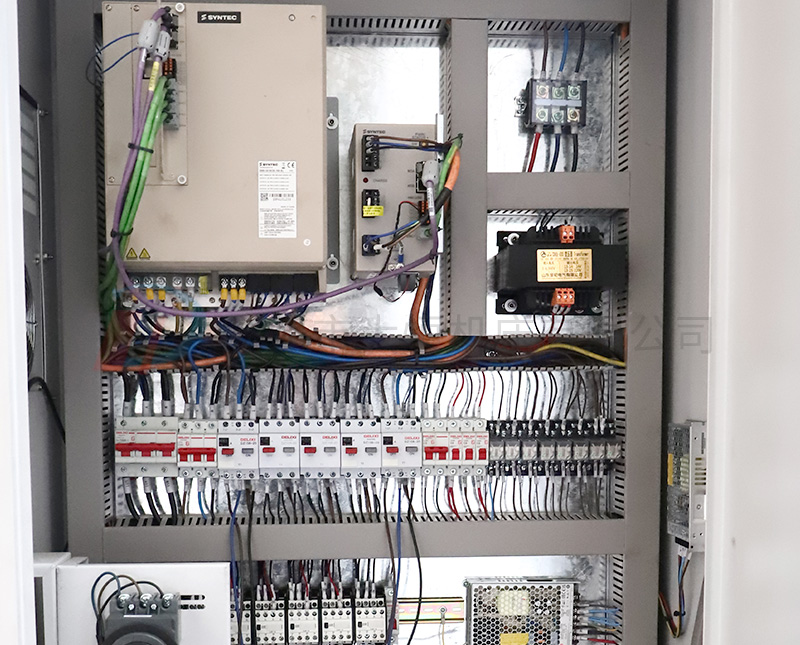
6、先进CNC控制器:本机可配备进口系统:日本三菱、日本法那科、德国西门子等其他品牌CNC控制器;
7、电控箱热交换风机:高性能热交换器,提供电控箱内部之常温控制,可保护电子元件、控制器及马达驱动器;
8、工作灯:本机配防水工作灯,提供加工区域的佳照明亮度,工作灯光线柔和,不刺激操作者眼睛;
9、换刀方式:主轴采用两种选配传动方式,1)皮带式传动主轴,2)选配直连式高速主轴;3)选装减速齿轮箱结构,双速转换,重切加工;打刀装置具缓冲功能,除了可避免换刀时主轴及轴承受损,并可延长主轴使用寿命;打刀动作采用气压缸致动,提升换刀效率;
10、机械结构:底座结构,创新整体设计确保高钢性,高,永不变型;无噪音、动作平稳、无共震,提高工作效率;伺服参数调整简易;
11、主轴冷却衡温系统:提供主轴油冷却机,却保主轴高速旋转,处于衡温状态;
| 技术参数: |
| WH系列 | 单位 | WH500A |
| 工作台面尺寸 | MM | 500×500 |
| 工作台数量 | N | 1 |
| 工作台分度(标准) | N | 1度1分 |
| 选配工作台 | N | 可以定制其他分度 |
| 工作台大回转直径 | MM | 700 |
| X轴行程 | MM | 700 |
| Y轴行程(主轴箱上下移动) | MM | 600 |
| Z轴行程 | MM | 600 |
| 主轴中心至工作台面距离 | MM | 110-910 |
| 主轴端面至工作台中心距离 | MM | 200—700 |
| 工作台T型槽 | MM | 3-14×100 |
| 螺纹孔 | MM | 24-M14 |
| 主轴锥孔 (型号/安装尺寸) | ISO | BT40—150 |
| 主轴转速 | RPM | 8000rpm |
| 选配减速齿轮箱 | RPM | 6000rpm |
| X.Y.Z轴滚珠丝杆规格 | MM |
|
| X轴快速移动速度 | M/min | X:32 |
| Y轴快速移动速度 | M/min | Y:32 |
| Z轴快速移动速度 | M/min | Z:32 |
| X轴线轨规格 | MM | 滚柱45 |
| Y轴线轨规格 | MM | 滚柱45 |
| Z轴线轨规格 | MM | 滚柱45 |
| 丝杆规格 | MM | 40/40/40 |
| X.Y.Z电机联接方式 | / | 直联 |
| 主电机参数 | KW | 11 |
| X轴电机参数 | NM | X:15 |
| Y轴电机参数 | NM | Y:27 |
| Z轴电机参数 | NM | Z:15 |
| B轴电机参数 | NM | B:10 |
| 轴项定位 | MM | ±0.005/300 |
| 轴项重复定位 | MM | ±0.003/300 |
| B定位 | MM | 10" |
| B重复定位 | MM | 5" |
| 小移动值 | MM | 0.001 |
| 空气压力 | KG/MM | 6.5 |
| 冷却液容量 | L | 550 |
| 润滑油容量L | L | 4 |
| 刀库结构: | / | 圆盘 |
| 刀库数量 | T | 24T |
| 换刀时间 | MM | 2.2 |
| 大刀具重量 | KGS | 18 |
| 工作台承重 | KG | 800 |
| 重量约 | KG | 11/11.5 |
| 外形规格 |
|
|
| 机器长度 | MM | 2800 |
| 机器宽度 | MM | 3000 |
| 机器高度(高) | MM | 3000 |
| 机器高度(低) | MM | 2800 |
| 机床结构 | / | T型 |
| 排屑方式 | / | 双螺杆单链钣 |
| 说明:以上参数仅供参考,实际参数以厂家出厂参数为准。 |
其他标准配置:
| 序号 | 项目 |
| 1 | 电源稳压器 |
| 2 | 主轴中心出水 |
| 3 | 直结主轴BT-50 |
| 4 | 自动断电系统 |
| 5 | 第四轴(分度盘) |
| 6 | 油水分离机 |
| 7 | 刀具自动测量 |
| 8 | 刀具破损检测 |
| 9 | 四轴/五轴金潭佳旋转工作台 |
(一)工具箱
品名 数量
1、一字螺丝起子 1件
2、十字螺丝起子 1件
3、六角扳手 1组
4、水平垫脚块 1套
(二)随机技术档
1、系统操作说明书 1本(电子光盘文档)
2、机床合格证 1本
3、机床表 1本
4、装箱单 1本
检收、安装条件:
1、客户可到供方工厂进行机器验收(费用由需方自行负责)。
2、机器运转状况检查,依据供方标准测试程序或其它经双方议定之程序。
3、机器精度验收,我司提供出厂精度证明,或经双方议定之机方式抽验。
4、温度
为保持机床加工精度处于标准值范围之内,应该确保工作环境温度17℃~25℃,保持全天24小时的温度变化在±2℃之内。若被加工零件的精度低于机床出厂精度时,环境温度范围可放宽至10℃~38℃。
5、湿度
连续:75%以下(不结露)
短时间:95%以下(不结露)
6、海拔
1000m以下
7、安装场所条件
1、设备安装场所应远离阳光直射、振源和热源,远离高频发电动机、电焊机等,以免机床生产故障或丧失机床精度
2、客户需负责事先备妥合格环境、起重设备及电源、电气源、切削液、机械指定
使用之油品。
3、此机台需做地基,并请客户依我司提供之地基图于交机前备妥地基。
4、由我司到客户指定工厂进行机械安装调试及二日之教育训练。
8、气源要求
气源压力≥0.6Mpa,过滤精度100μm。
为保证设备的正常工作性能,气源压缩空气的如果达不到气源要求,应在机床进气前增加一套气源净化装置(除湿、除油、过滤)
9、电源
3相380V±10%;50HZ
如果使用地区电压不稳定,机床应配备稳压电源,以保证机床的正常工作
10、动力源容量
详见参数表KVA
11、接地
要求有良好的接地,推荐每台机床单独接地,接地导线为铜质导线,线径不应小于10 mm2,接地电阻小于4欧姆
验收标准及方式:
1、验收标准
机床验收分预验收和终验收,预验收在卖方进行,终验收在买方进行。通用机床不进行机床预验收,只进行机床终验收。机床预验收内容为机床的几何精度检验及特殊配置要求的验收,几何精度按机床《合格证明书》项目进行检验,满足允差值,即为预验收合格;通用机床终验收按机床《合格证明书》中几何精度项目,选择通用检具的项目进行检验,满足允差值,即为终验收合格;特殊配置的机床预验收和终验收,双方另行签订《验收协议》,机床验收时,达到《验收协议》要求,即为验收合格。
2、备注:
2.1、如果机床运抵买方工厂30日内,因买方原因不能进行安装调试工作时,视为机床验收合格;
2.2、机床各项精度指标按精度表进行检验。如果买方对检测结果有异议,可由买方准备检测设备并指定国家认证的检测方进行复检,如检测结果与技术协议之精度表相符,则检测期间产生的费用由买方承担。检测前买方必须对机床进行封存保管,如果买方开机使用则视为验收合格。
2.3、保持环境温度为均匀值是加工的基本要求。根据GB/T17421.3-2009(ISO 1:2002)的规定,所有线性测量都应该在室温为20℃时进行,并且要求在测量仪器和被测物体(如:机床)与周围环境达到热平衡时进行测量。